Montag bis Freitag von 08:00 bis 15:00 Uhr
Online-Dienst
Maschinensicherheit online
Stand 2024-03
- Herausgeber
- DIN
- Information
-
Dieses Produkt bietet DIN Media ausschließlich Kund*innen an, die keine Verbraucher im Sinne des § 13 BGB sind.
Nutzung nur im Abonnement möglich. Die Bestellung bewirkt ein Abonnement für mindestens ein Jahr. - Der Vertrag verlängert sich jeweils um ein weiteres Jahr, wenn er nicht mit einer Frist von 3 Monaten zum Ende des jeweiligen Verlängerungszeitraums gekündigt wird.
- Hinweis
- Dieses Produkt enthält mind. eine Norm mit Warnvermerk. Die betroffene Norm finden Sie in dieser Liste .
- Herausgeber
- DIN
- Information
-
Dieses Produkt bietet DIN Media ausschließlich Kund*innen an, die keine Verbraucher im Sinne des § 13 BGB sind.
Nutzung nur im Abonnement möglich. Die Bestellung bewirkt ein Abonnement für mindestens ein Jahr. - Der Vertrag verlängert sich jeweils um ein weiteres Jahr, wenn er nicht mit einer Frist von 3 Monaten zum Ende des jeweiligen Verlängerungszeitraums gekündigt wird.
- Hinweis
- Dieses Produkt enthält mind. eine Norm mit Warnvermerk. Die betroffene Norm finden Sie in dieser Liste .
Produktinformationen auf dieser Seite:
Der DIN Media Online Dienst Maschinensicherheit online richtet sich an Konstrukteure, Hersteller, Händler und Betreiber von Maschinen und Anlagen. Mit Ihrer Registrierung erhalten Sie Zugang zu allen relevanten Inhalten der Maschinenrichtlinie 2006/42/EG (vormals 98/37/EG) – inhaltlich basierend auf dem bewährten Loseblattwerk „Leitfaden Maschinensicherheit“.
- Über 80 wichtige Typ A und Typ B-Normen aus der Listung der harmonisierten Normen (DIN EN und DIN EN ISO) zur Maschinenrichtlinie 2006/42/EG im Volltext
- Die wichtigsten Informationen zur CE-Kennzeichnung von Maschinen
- Hilfen bei Risikobeurteilung
- Hilfen und Schritte zur Bereitstellung einer Maschine am Markt des EWR
Vierteljährliche Updates (ca. März, Juni, September, Dezember) bringen alle Inhalte regelmäßig auf den aktuellen Stand. Zum aktuellen Update-Verzeichnis.
Ihre Vorteile:
- Normen und Rechtsvorschriften einfach auf dem PC oder Tablet aufrufen
- Vierteljährliche Updates inklusive – keine Änderung verpassen
- Großer Preisvorteil gegenüber dem Kauf von Einzelnormen
- Separate Themenmodule erhältlich – Sie entscheiden, was Sie brauchen
- Rechtskonforme Nutzung von Normen durch optionale Mehrplatzlizenzen
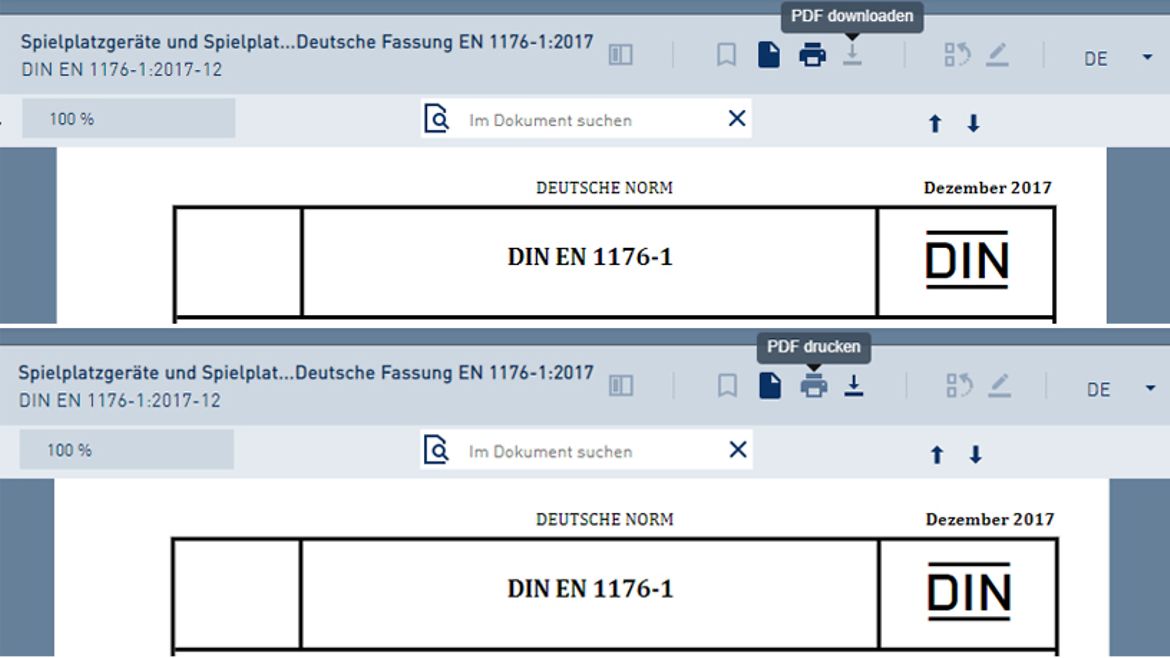
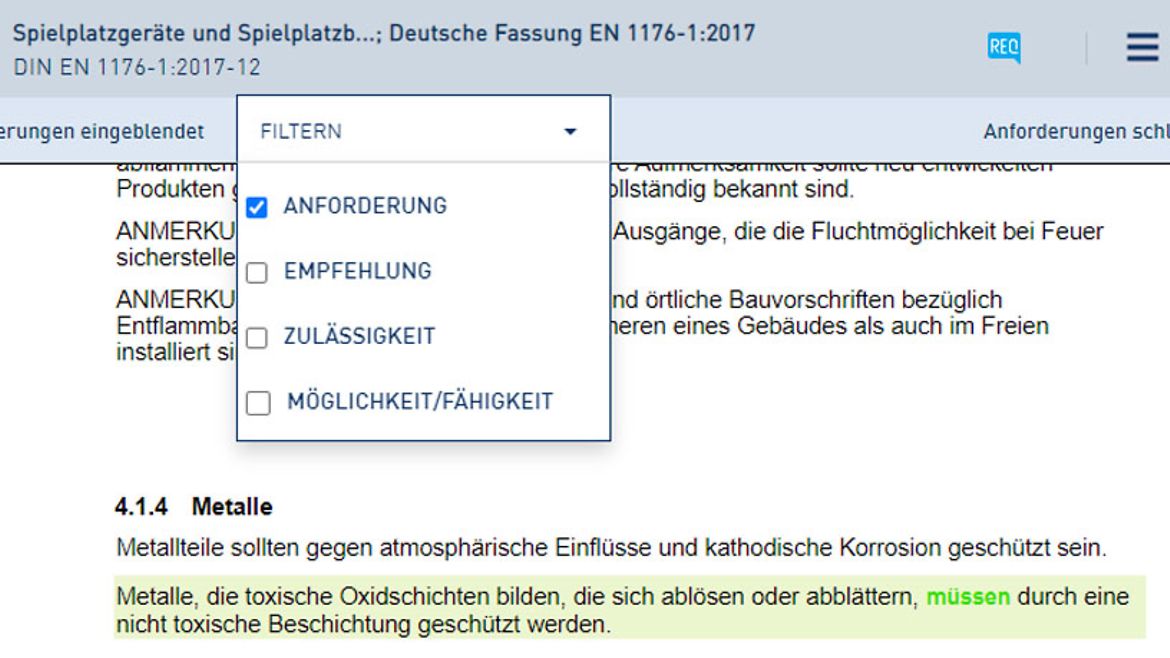
- Auch als Pro-Version mit nützlichen Funktionen: Speichern, Drucken, Filtern
- Historischer Pool mit zurückgezogenen Normen
Zielgruppe:
Der Online-Dienst ist ein wertvolles Arbeitsmittel für Konstrukteure, Hersteller, Händler, Montageunternehmen, Importeure, Prüf- und Überwachungseinrichtungen, Zulieferer und Betreiber von Maschinen und Anlagen.
So arbeiten Sie mit dem Online-Dienst in der Pro-Version:

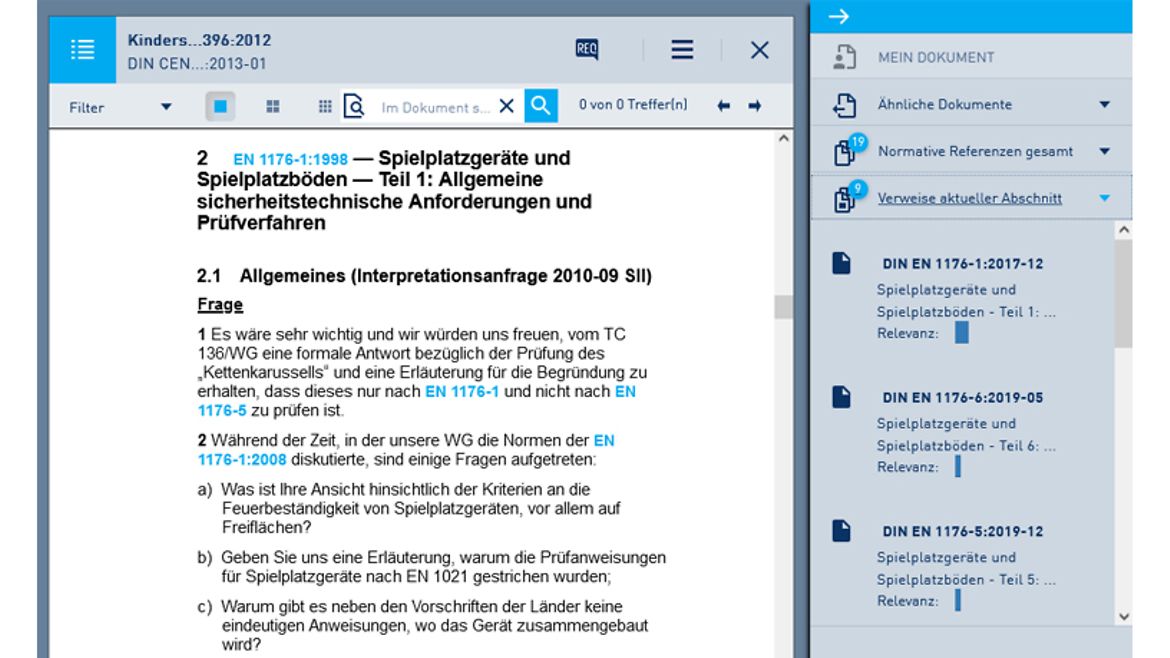
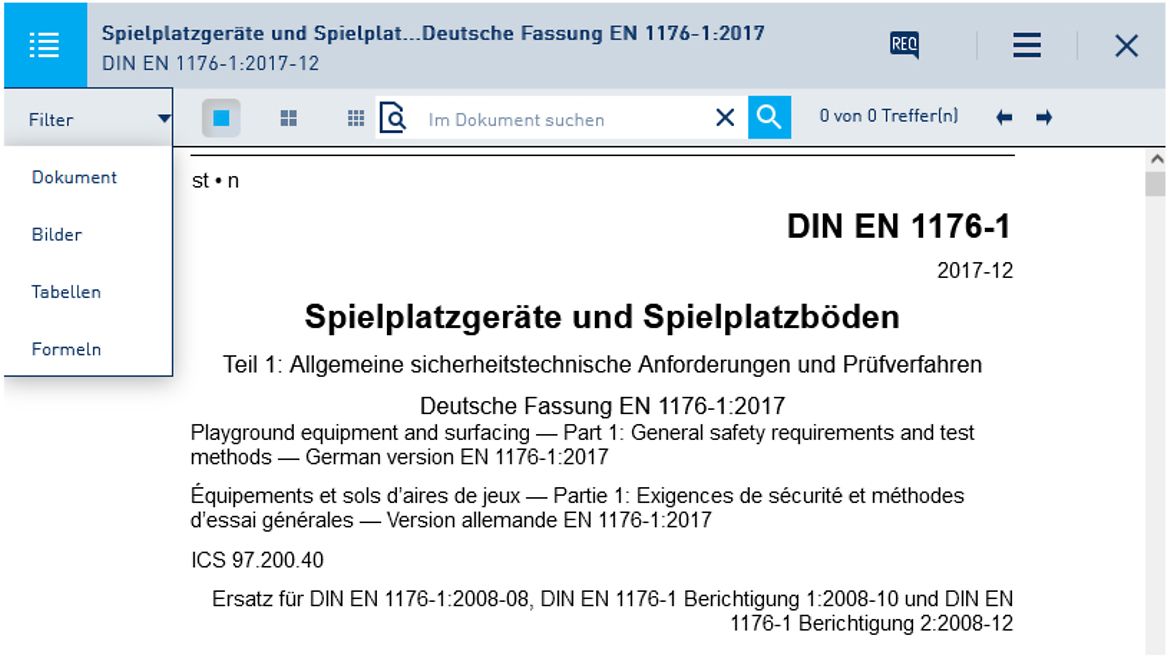
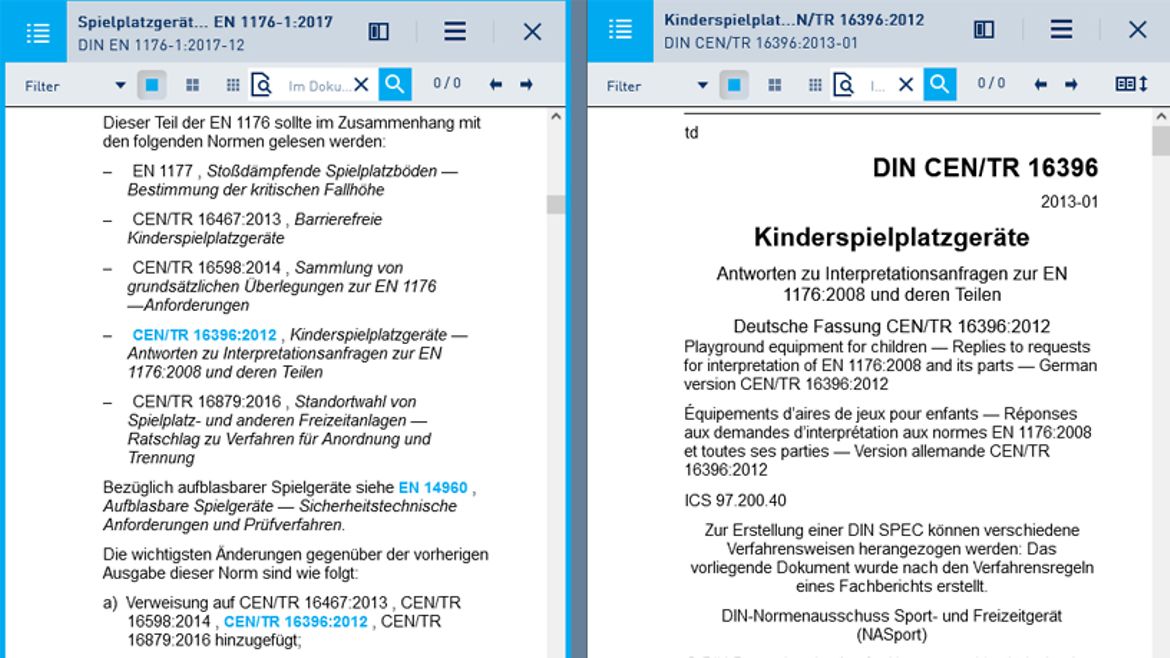
Eine Übersicht über alle Online-Dienst-Funktionen finden Sie hier.
Rabattaktion auf den Abo-Jahrespreis
Sie haben noch kein Abo?
Dann nutzen Sie jetzt unsere Rabattaktion und erhalten Sie 20 % Preisnachlass im ersten Bezugsjahr.
Der Rabatt wird nicht im Buchungsprozess angezeigt, sondern auf der Abrechnung ausgewiesen. Er gilt ausschließlich für Kund*innen, die diesen Online-Dienst in den vergangenen 24 Monaten nicht abonniert hatten.
Sie haben bereits ein Abo?
Dann steigen Sie jetzt auf die Pro-Version oder auf eine Mehrplatz- oder Standortlizenz um und erhalten Sie 20 % Rabatt im ersten Bezugsjahr. Nutzen Sie viele praktische Funktionen, zum Beispiel das Speichern und Ausdrucken von Dokumenten.
Wenn Sie Ihrem Abo ein weiteres Modul hinzufügen möchten, erhalten Sie darauf ebenfalls 20 % Rabatt.
Der Rabatt wird nicht im Buchungsprozess angezeigt, sondern auf der Abrechnung ausgewiesen.
Noch unentschlossen?
Lernen Sie in 30 Minuten, wie Sie mit dem Normen-Abo effizienter arbeiten. In unserem kostenlosen Webinar stellen wir Ihnen alle Funktionen vor und beantworten Ihre Fragen.
Zugriff auf über 80 Typ A und Typ B-Normen aus der Listung der harmonisierten Normen zur Maschinenrichtlinie
ab 41,33 EUR/Monat inkl. MwSt.
ab 496,00 EUR/Jahr inkl. MwSt.
Zusätzlich zu den wichtigsten A+B Normen des LF MS werden dem Nutzer weitere Normen zum Thema Lärm bereitgestellt.
ab 11,00 EUR/Monat inkl. MwSt.
ab 132,00 EUR/Jahr inkl. MwSt.
Zusätzlich zu den wichtigsten A+B Normen des LF MS werden dem Nutzer weitere Normen zum Thema Explosionsschutz/ATEX bereitgestellt.
ab 8,00 EUR/Monat inkl. MwSt.
ab 96,00 EUR/Jahr inkl. MwSt.
Zusätzlich zu den wichtigsten A+B Normen des LF MS werden dem Nutzer weitere Normen zum Thema Werkzeugmaschinen bereitgestellt.
ab 24,92 EUR/Monat inkl. MwSt.
ab 299,00 EUR/Jahr inkl. MwSt.
Zusätzlich zu den wichtigsten A+B Normen des LF MS werden dem Nutzer weitere Normen zum Thema Nahrungsmittelmaschinen bereitgestellt.
ab 32,83 EUR/Monat inkl. MwSt.
ab 394,00 EUR/Jahr inkl. MwSt.
Zusätzlich zu den wichtigsten A+B Normen des LF MS werden dem Nutzer weitere Normen zum Thema Robotik bereitgestellt.
ab 7,25 EUR/Monat inkl. MwSt.
ab 87,00 EUR/Jahr inkl. MwSt.